Tube Expansion
The optimum tube wall reduction for an expanded tube-to-tubesheet joint depends on a number of factors. Some of these are:
- Tube hole finish
- Presence or absence of tube hole serrations (grooves)
- Tube hole size and tolerance
- Tubesheet ligament width and its relation to tube diameter and thickness
- Tube wall thickness
- Tube hardness and change in hardness during cold working
- Tube O.D. tolerance
- Type of tube used
- Type of torque control or final tube thickness control
- Function of tube joint, i.e. strength in resistance to pulling out, minimum cold work for corrosion purposes, freedom from leaks, ease of replacement, etc.
- Length of expanded joint
- Compatibility of tube and tubesheet materials
History of Tube Expansion
- The expansion of tubes can be traced back in nineteenth century industrial England. The manufacturer of steam boilers for the great steam ships, locomotive and industry lead to the construction of the first rudimentary tube expander. The enormous investments in oil refineries, petrochemical and chemical industries, power stations, the development of airconditioning systems, desalination and many other sector gave rise to corresponding increase in energy consumption.
- It was these development context at the end of ninety fifties many professional manufacturer entered in manufacturing of tube expanders & other products dedicated to heat transfer industries.
What is Tube Expansion ?
- Tube expansion is mechanical cold-deformation process that makes it possible to produce a sealed joint between the tube and tube-sheet.
- The process consist of expanding the tube and reducing the wall thickness against the surface of the hole in the tube-sheet using a special tool, the tube expander.
How the Tube Expansion Process works ?
- Briefly the tube material is cold deformed until the material enters the plastic deformation state while the material of the tube-sheet remains in the elastic deformation state.
- For this reason it is advisable to use material for the tube sheet that has a higher yield strength than the tube.
How to calculate the tube expanded diameter ?
The formula for calculating an approximate theoretical value of the inside diameter D of the expanded tube is as follows:
D = D1+(D2 –D3)+{ 2 x ( 2% to 12%) x sp}
Where,
D1 – tube inside diameter (before rolling)
D2 – diameter of hole in the tube sheet
D3 – tube outside diameter (before rolling)
Sp – tube wall thickness
- The degree of rolling is defined in terms of percentage reduction in the tube wall thickness.
- Light -2% to 6%
- Heavy-7% to 12%
- Reliable results are of course based on the technician’s experience and preliminary trails carried out on identical tubes.
- The theoretical value D is compared with the empirical values obtained from trial rolling in order to obtain the desired wall thickness reduction.
What is Tube Expander ?
- The tube expander is a tool made from heat treated alloy steel which is resistant to wear and fatigue.
- It consists of four main parts:
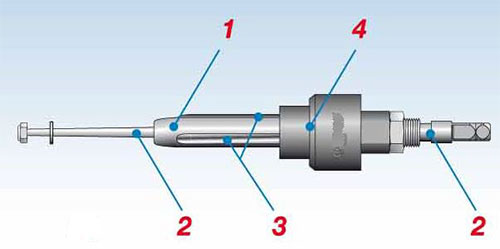
- Cage (main body)
- Mandrel (rotating conical shaft)
- Rolls (conical cylinders)
- Thrust collar (spacer)
Working of Tube Expander
- The tube expander with the mandrel withdrawn is inserted by the operator into the tube until the thrust collar comes into contact with the tube-sheet.
- Rotating and pushing for ward the mandrel brings it into contact with the rolls.
- The rolls in turn start to rotate due to friction and comes in to contact with the tube impart a rotary movement to the cage causing the mandrel to move forward.
In traditional tube expander the forward movement of the mandrel is caused by the inclination of the roll axis in the cage.
In tube expanders with rolls having parallel axis the mandrel is pushed forward by mechanical or hydraulic thrusting device. Subzero Solution is one of best tube expander manufacturer in Mumbai

